



Beskrivning
AECO – THE SMART SOLUTION
High-purity copper (cooper: C1100, 99.9% min. cu ) without nickel base
Concept
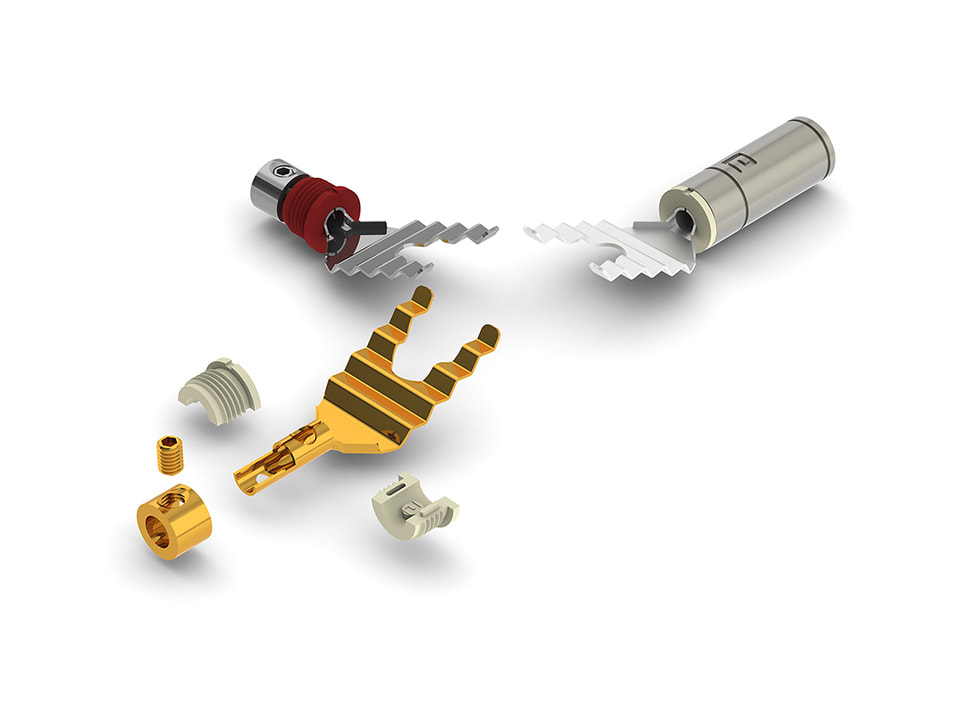
One piece Y Spade were made by stamping process.
The Y spade interface with wave design that it with elasticity when the using within binding post.
Spade plug was half cross cutting shape and a brass ring with screw.
There have two methods for choose use, solder type or screw Locking the cable.
The shell and body isolated and assemble by insulator materials to complete the isolated function.
In order to avoid the insulation headlock melts during the solder process, the insulation headlock can be disassembled and after solder process it can be assemble back easily.
The conductor was used by high-purity copper (cooper: C1100 ) without nickel base.
The Y spade interface with wave design that it with elasticity when the using within binding post.
Spade plug was half cross cutting shape and a brass ring with screw.
There have two methods for choose use, solder type or screw Locking the cable.
The shell and body isolated and assemble by insulator materials to complete the isolated function.
In order to avoid the insulation headlock melts during the solder process, the insulation headlock can be disassembled and after solder process it can be assemble back easily.
The conductor was used by high-purity copper (cooper: C1100 ) without nickel base.
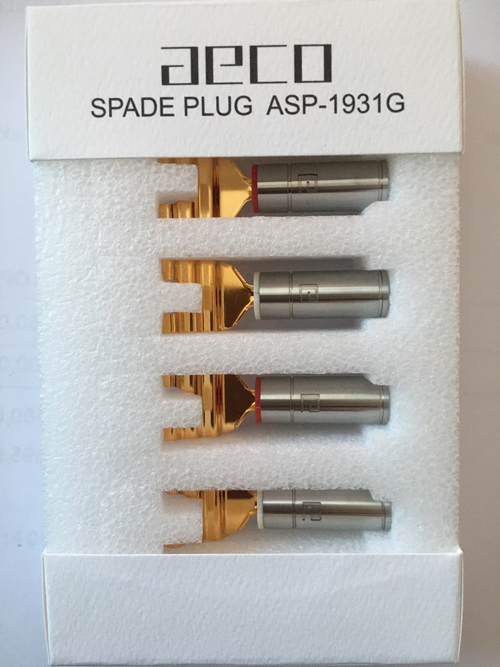
 Levereras i en snygg förpackning.
Levereras i en snygg förpackning.Det medflöjer extra skruvar (torx T6).
Delivered in a nice package.
Extra screws (torx T6) are included.
Extra screws (torx T6) are included.
Description
Mechanical structure:
The Y spade interface with wave design that it can work well with binding post.The middle area of Y spade with through hole that it be used to fix the disassemble headlock with dovetail joint design.
After assembling the headlock that it can screw-in shell.A ring and a screw were temporary locked so that is able to adjust into solder or keep lock directly based on your need.POM sleeve is tighten with shell end together by screwNote:
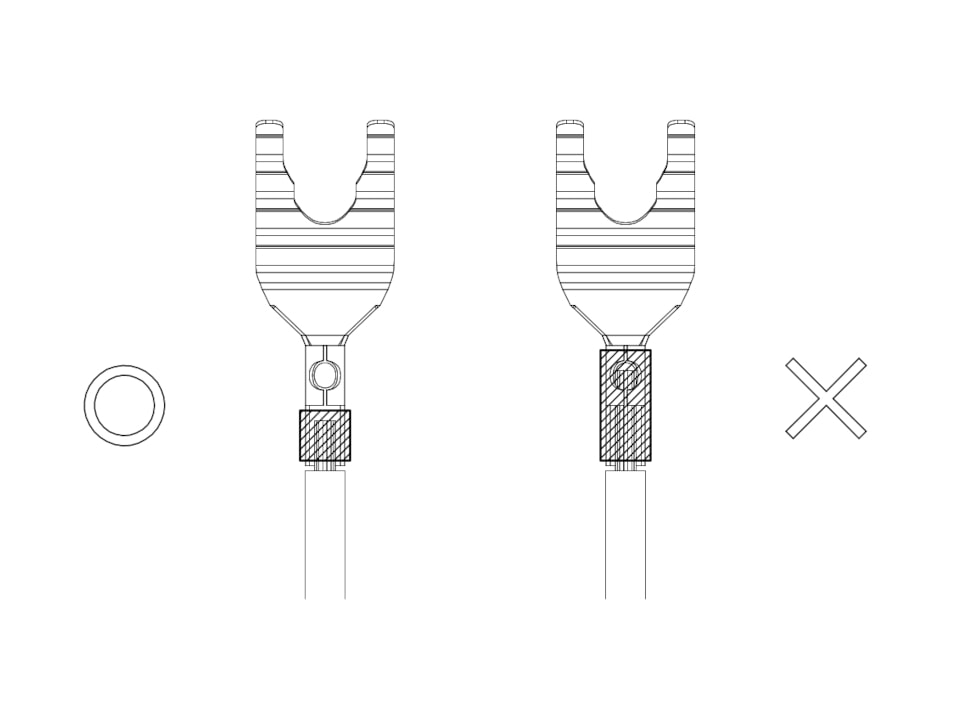
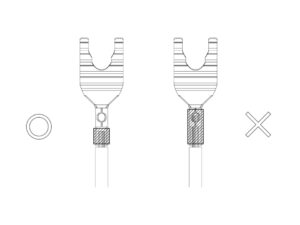
The Y spade body can’t overbend repeat , in order to avoid fracture of Y spade body.The structure of wave are designed to withstand max 6 (lb/in) torque
Please take off the Nylon head lock for a while during soldering period.
Please control the soldering area as half-cutting area , or it will hard to assemble the nylon head lock back to body.
The Y spade interface with wave design that it can work well with binding post.The middle area of Y spade with through hole that it be used to fix the disassemble headlock with dovetail joint design.
After assembling the headlock that it can screw-in shell.A ring and a screw were temporary locked so that is able to adjust into solder or keep lock directly based on your need.POM sleeve is tighten with shell end together by screwNote:
The Y spade body can’t overbend repeat , in order to avoid fracture of Y spade body.The structure of wave are designed to withstand max 6 (lb/in) torque
Please take off the Nylon head lock for a while during soldering period.
Please control the soldering area as half-cutting area , or it will hard to assemble the nylon head lock back to body.
This product is include:
screw for conductor (3/4 mm) (4 pieces each)
screw for cable (3/4 mm) (4 pieces each)
screw for conductor (3/4 mm) (4 pieces each)
screw for cable (3/4 mm) (4 pieces each)
Assembly:
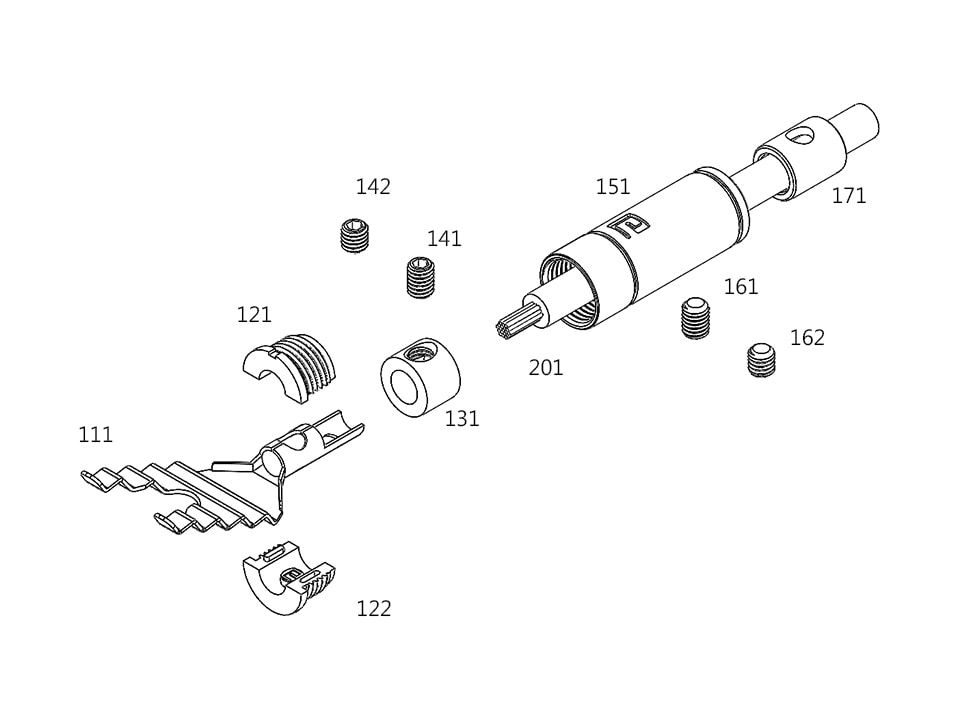
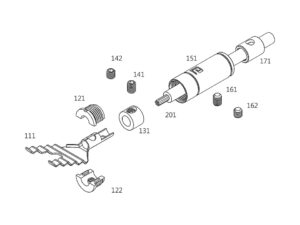
1. We recommend to peel off the cable jacket and appear conductor part about 6mm [201] .
2. This product is suitable for cable OD which is less than 6.3mm. Please remove the sleeve [171] if the cable OD is more than 4.3mm.
3. Please put the cable through the shell [161]
4.1.1.Support the cable conductor diameter under 5.0mm or over AWG5 , please remove the ring [131] and the screws [141 / 142] then solder on the half cross cutting section
4.1.2. In order to avoid the melts during the solder process, the insulation headlock [121 / 122] can be disassembled temporarily.
4.1.3. Y spade body [111] put on the jig tool then start for the solder process.
4.1.4. Wait until the solder materials cool down.
4.1.5. Please noted that the disassemble headlock can split to bottom [122] and top [121] , and the bottom and top part with different dovetail joint design and directionality.
4.1.6 The headlock bottom part and top part can assemble on the Y spade body well through dovetail joint design
4.2 Support the cable conductor diameter under 3.5mm or over AWG8 , please put the ring [131] on banana body , then put the cable conductor into the ring , and use the screws [141 /142] tighten the ring and conductor.5. Please lock the shell on headlock [121 / 122].
6. Please fix the cable and shell through screw [222 / 221].
2. This product is suitable for cable OD which is less than 6.3mm. Please remove the sleeve [171] if the cable OD is more than 4.3mm.
3. Please put the cable through the shell [161]
4.1.1.Support the cable conductor diameter under 5.0mm or over AWG5 , please remove the ring [131] and the screws [141 / 142] then solder on the half cross cutting section
4.1.2. In order to avoid the melts during the solder process, the insulation headlock [121 / 122] can be disassembled temporarily.
4.1.3. Y spade body [111] put on the jig tool then start for the solder process.
4.1.4. Wait until the solder materials cool down.
4.1.5. Please noted that the disassemble headlock can split to bottom [122] and top [121] , and the bottom and top part with different dovetail joint design and directionality.
4.1.6 The headlock bottom part and top part can assemble on the Y spade body well through dovetail joint design
4.2 Support the cable conductor diameter under 3.5mm or over AWG8 , please put the ring [131] on banana body , then put the cable conductor into the ring , and use the screws [141 /142] tighten the ring and conductor.5. Please lock the shell on headlock [121 / 122].
6. Please fix the cable and shell through screw [222 / 221].
PDF version for print put of assembly instructions
Material:
ASP-1931G/R/S
Body: Copper (#C1100 / copper contains 99.9% at least )
Body: Copper (#C1100 / copper contains 99.9% at least )
Headlock: Glass fiber reinforced nylon (Red / White)
Ring: Brass alloy (#C3604)
Screw for conductor: Brass alloy (#C3604)
Shell: Stainless steel (SUS304)
Sleeve: POM
Screw for cable: Stainless steel (SUS304)
Ring: Brass alloy (#C3604)
Screw for conductor: Brass alloy (#C3604)
Shell: Stainless steel (SUS304)
Sleeve: POM
Screw for cable: Stainless steel (SUS304)
Finish:
ASP-1931G
Body: 10u” Gold plating (no nickel base)
Ring: 3u” Gold plating (no nickel base)
Screw for conductor: 3u” Gold plating (no nickel base)
ASP-1931G
Body: 10u” Gold plating (no nickel base)
Ring: 3u” Gold plating (no nickel base)
Screw for conductor: 3u” Gold plating (no nickel base)
Head lock: None
Shell: None
Sleeve: None
Screw for cable: None
Screw for conductor: None
Shell: None
Sleeve: None
Screw for cable: None
Screw for conductor: None
Electrical Characteristics:
Contact resistance < 0.4 mohm
(Pair testing with ABI-0601)
Contact resistance < 0.4 mohm
(Pair testing with ABI-0601)
Dimension:
Biggest OD 13.8mm( Y spade interface)
Biggest OD 9.0 mm(shell )
Cable hole without sleeve 6.5mm
Cable hole with sleeve 4.5mm
Total Length 48.5mm
Biggest OD 13.8mm( Y spade interface)
Biggest OD 9.0 mm(shell )
Cable hole without sleeve 6.5mm
Cable hole with sleeve 4.5mm
Total Length 48.5mm
Packing:
Vacuum Bag(4Pcs/1Set)
Vacuum Bag(4Pcs/1Set)
Recommend soldering temperature:
Temperature Soldering Iron, please keep 400 °C within 3~5 second.
Temperature Soldering Iron, please keep 450 °C within 3~5 second.In order to avoid the melts during the solder process, the insulation headlock can be disassembled temporarily.Product production process comply with RoHS Directive.
This product is protected by the Taiwan Utility Model Patent No. I763038.
Temperature Soldering Iron, please keep 400 °C within 3~5 second.
Temperature Soldering Iron, please keep 450 °C within 3~5 second.In order to avoid the melts during the solder process, the insulation headlock can be disassembled temporarily.Product production process comply with RoHS Directive.
This product is protected by the Taiwan Utility Model Patent No. I763038.



